
- GE Additive testte technologie al enkele jaren bij grote OEM's
- Wel grote componenten van tientallen kilo's 3D printen
- Schaalbaarheid Series 3 vanaf de start een belangrijk uitgangspunt
GE Additive begint later dit jaar met de levering van de binder jetting metaalprinter. Daarmee zullen op dat moment drie grote aanbieders actief zijn met deze 3D metaalprinttechnologie. Dit betekent niet drie keer hetzelfde. GE Additive zoekt nadrukkelijk een andere weg dan tot nog toe in de markt voor binder jetting systemen.
Binder Jet Line Series 3. Zo heeft GE Additive de nieuwe binder jetting metaalprinter gedoopt. Dat doet vermoeden dat er een 1 en 2 aan zijn voorafgegaan. Alleen, die hebben dus nooit in Europa de beursvloer gehaald. Klopt, zegt Brian Birkmeyer, Product Line Leader Binder Jet bij de Amerikaanse onderneming. In 2017, toen GE met de overname van Arcam en Concept Laser in de AM-industrie stapte, werkte een team in Cincinnati in de VS al aan de eerste versie van een binder jet metaalprinter. Daar is een bètamodel uit ontstaan, de H2. Deze is getest bij een aantal klanten, waaronder motorenbouwer Cummins.
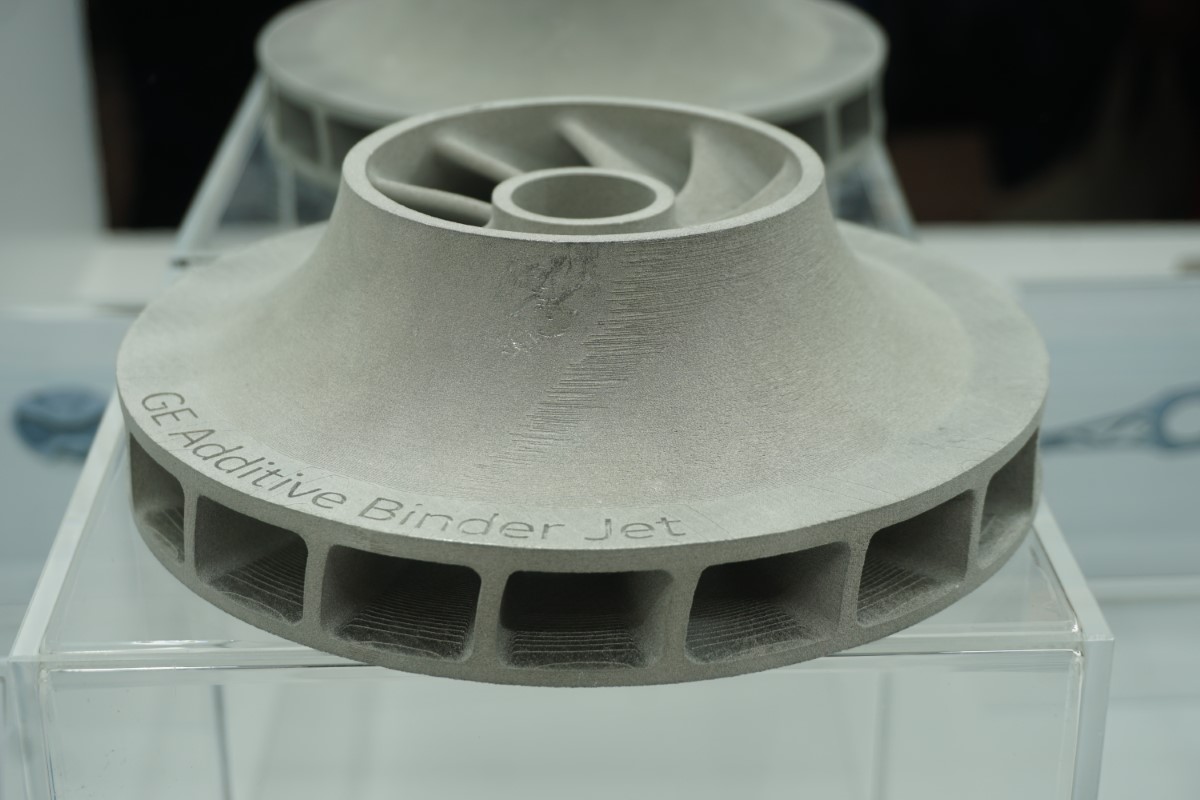
Op de Series 3 worden ook onderdelen van 25 kilogram in roestvrijstaal geprint met binder jetting

Bewuste strategie om lancering niet te vroeg te doen
En nu is er Series 3, de productieversie die GE Additive vanaf de tweede helft van 2023 gaat uitleveren. “Het te snel op de markt brengen van oplossingen is geen goede strategie en is vaak de reden dat machines stof blijven verzamelen in R&D-laboratoria. Tijdens de ontwikkelingsfase van de Series 3 en de Binder Jet Line hebben we klanten gezocht die ons eerlijke, realistische inzichten konden geven uit hun hoog-volume productieomgevingen. We hebben hun inzichten gebruikt als aanvulling op onze praktische kennis en ervaring met het opschalen van additieve productie”, zegt Brian Birkmeyer.
Wel zware onderdelen printen
GE Additive gooit binder jetting over een andere boeg dan de meeste concurrenten doen. Typerend voor de technologie tot nog toe is dat de meeste aanbieders zich richten op kleine componenten. Ze leunen dicht tegen MIM-technologie aan. GE Additive print op de Series 3 daarentegen ook onderdelen van 25 kilogram in roestvrijstaal. De oplossing die GE Additive hiervoor gebruikt, is een zelf ontwikkeld bindmiddel. “We hebben daarvoor onze eigen chemie ontwikkeld, al voordat we additive als business unit lanceerden. Het bindmiddel zorgt voor goede sterkte van het groene product. En dat vertaalt zich in een sterk bruin werkstuk.” Anders gezegd: GE Additive omzeilt met het bindmiddel de kwetsbaarheid van veel met binder jet geprinte componenten zolang ze nog niet gesinterd zijn. Doordat het groene deel veel sterker is, raken fijne details niet beschadigd bij het ontpoederen. Daardoor kunnen er ook zwaardere en grotere onderdelen worden geprint. Tot nog toe is men niet op grenzen qua wanddikte gestoten. Ook bij de zwaardere onderdelen met interne koelkanalen slaagt GE Additive erin om het bindmiddel goed uit te branden.

(Advertentie)
Schonere verbranding door ander type bindmiddel
Bovendien, legt Birkmeyer uit, ontstaat er een schonere verbranding van het bindmiddel waardoor minder koolmonoxide in het werkstuk achterblijft. En als het groene deel te zwak is, dan resulteert dat eveneens in meer porositeit na het sinteren, waar de Series 3 dus geen last van heeft. GE Additive zegt met het binder jet systeem lagen dunner dan 100 µm te kunnen printen. Een van de bètaklanten print lagen van 50 µm. “We kunnen dus features met een fijne resolutie printen.” De machine kan zelfs in de toekomst tot een resolutie van 20 µm gaan. De maximale laagdikte is 200 µm. En als laatste punt hierover haalt Birkmeyer aan dat de bindmiddelchemie een positief effect heeft op het ontpoederen na het printproces.
Schaalbaarheid voorop
Een ander punt waarmee GE Additive zich wil onderscheiden, is de schaalbaarheid van het Series 3 systeem. Vanaf het begin is dat het uitgangspunt geweest. “Als je over efficiency praat, moet de hardware schaalbaar zijn”, meent Brian Birkmeyer. GE Additive heeft samen met de printer een systeem ontwikkeld voor het toevoegen van poeder en vloeibaar bindmiddel, MHS Liquid en MHS Powder. Deze kunnen meerdere 3D printers ondersteunen, wat de schaalbaarheid ten goede komt. De printers zelf zijn voorzien van printkoppen met een zelfreinigend systeem. Brian Birkmeyer: “Na elke laag worden de koppen gereinigd om te voorkomen dat er klonters ontstaan.” Dit volledig zelfwerkend systeem moet voor een langdurige inzetbaarheid van de 3D printer zorgen. De handling tussen de verschillende stappen in het proces kunnen direct geautomatiseerd worden als dat nodig is. Maar GE Additive laat het transport van de BuildBox over aan de klant. Dat laat men van de situatie afhangen. “Als de klant een conveyorsysteem wil, kan dat; een AGV is ook mogelijk. Hiervoor zijn veel partners die oplossingen aanbieden.
Als je over efficiency praat, moet de hardware schaalbaar zijn
Dus in plaats van een bepaalde oplossing te forceren, zorgen we dat onze machines klaar zijn voor automatisering en laten we het aan de klant over welke oplossing hij kiest.” Brian Birkmeyer schat in dat één operator een lijn van 12 3D printers draaiende kan houden. Elke 14 tot 18 uur komt er dan een buildjob van een van de printers af. “We hebben het proces zover geoptimaliseerd door een minimale interactie van de gebruiker te vragen.” Omdat GE Additive een extra processtap nodig heeft voor een volledige thermische reactie van het bindmiddel, is de totale doorlooptijd van 3D printen tot gesinterd onderdeel 4 dagen. “We werken nog aan het binmiddel om de extra uithardingsstap uit het proces te kunnen halen.” Birkmeyer denkt overigens dat het winnen van een dag niet het allerbelangrijkste is. Voor de takttijd maakt het niets uit. De volgende dag print je immers alweer de volgende buidjob.
De klant die de technologie gebruikt, is geïnteresseerd in de final cost per part

Grote series
Dat schaalbaarheid bij de ontwikkeling van de Series 3 binder jet systeem zo belangrijk is geweest, heeft alles te maken met de markt waar GE Additive zich op richt: de automobielindustrie inclusief de toeleveranciers. “We richten ons echt op de volume toepassingen en dan vooral gietstukken.” De kwaliteit van de geprinte onderdelen is vergelijkbaar of beter dan die van gietstukken. Birkmeyer is overtuigd dat als de technologie breed geaccepteerd wordt door de automotive klanten, deze ook opgepakt zal worden door andere sectoren, zoals de vliegtuigindustrie waar de aantallen veel lager zijn. Processtabiliteit is hiervoor een vereiste. GE Additive zet hiervoor onder andere de eigen Amp software in, waarmee eventuele vervormingen tijdens het sinteren vooraf gesimuleerd worden zodat hiervoor tijdens het printen wordt gecompenseerd. Bij de validatie van de Series 3, waar de fabrikant nu mee bezig is, gaan de engineers het proces nog verder finetunen om ervoor te zorgen dat je honderden componenten in één buildjob kunt printen met identieke eigenschappen.
Cost per part
Een van de belangrijkste drijfveren is nog altijd de kosten per kubieke centimeter materiaal in het onderdeel dat geprint wordt. “Uiteindelijk is de klant die de technologie gebruikt, geïnteresseerd in de final cost per part”, zegt Brian Birkmeyer. En daar rekent GE Additve alle kosten in mee, inclusief de overhead en de inrichting van de AM-fabriek, inclusief de sinteroven. Die biedt GE Additive niet aan als onderdeel van het Series 3 systeem. “Iedereen heeft zijn eigen voorkeur. En als je al in de sinterbusiness zit, dan heb je al een leverancier. Dus in plaats van klanten richting een bepaalde sinteroven te dwingen, bieden wij het sinterrecept aan zodat je de juiste eigenschappen krijgt.”



Concurreren op prijs
Met de huidige binder jetting technologie is GE Additive in staat voor bepaalde toepassingen op kostprijs te concurreren met gieten. Nog niet voor onderdelen waarvan er miljoenen stuks per jaar nodig zijn. “Als het een eenvoudig onderdeel is, zullen we waarschijnlijk nooit daar onder gaan”, aldus Birkmeyer. Anders wordt het als het gietdeel complexer is. Of als men features wil die met gieten lastig of onmogelijk zijn. Of als er problemen zijn in de toeleverketen. “Met ons bèta systeem ijn we voor bepaalde gietstukken al concurrerend qua kostprijs. Nu we naar ons productiesysteem gaan, kunnen we qua kostprijs per onderdeel de volgende stap zetten. Het korte antwoord is dus: ja, we zijn concurrerend qua prijs.” Dat geldt zeker als het om kleinere componenten gaat. Dan is de productiviteit van het systeem enorm hoog. Bovendien: als je grotere componenten print kun je de ruimte erom heen vullen met kleinere onderdelen. De binder jetting technologie heeft daar geen negatieve invloed op. Brian Birkmeyer: “Het bindmiddel is ongeveer 1% van het totale volume. We gooien dus niet een heleboel bindmiddel op het poeder waardoor we geen vochtprobleem creëren dat andere componenten kan beïnvloeden.”




