Algoritme past NC-code aan op basis van 3D scandata
De partners in het 3D & FPP project zijn erin geslaagd om een softwaretool te ontwikkelen om 3D geprinte werkstukken gemakkelijker na te bewerken op een CNC-machine. De online tool past aan de hand van 3D scandata het NC-programma aan, rekening houdend met de oriëntatie in de klem en de overmaat aan materiaal. Doorlooptijden van post processing worden hiermee sterk verkort.
De partijen in dit Interreg-project 3D & Flexibel Post Processing hebben vorige week de softwaretool gedemonstreerd. De komende maanden gebruiken ze nog voor de verdere verfijning en de validatie. Het belangrijkste resultaat, het automatisch aanpassen van de NC-code voor de machine, is gerealiseerd, aldus Jurjen Lengkeek tijdens de demonstratie in de voormalige RDM scheepswerf in Rotterdam.
3D & FPP project demonstreert oplossing om post processing AM-werkstukken te versnellen

Kostbaar post processing haalt voordelen 3D printen onderuit
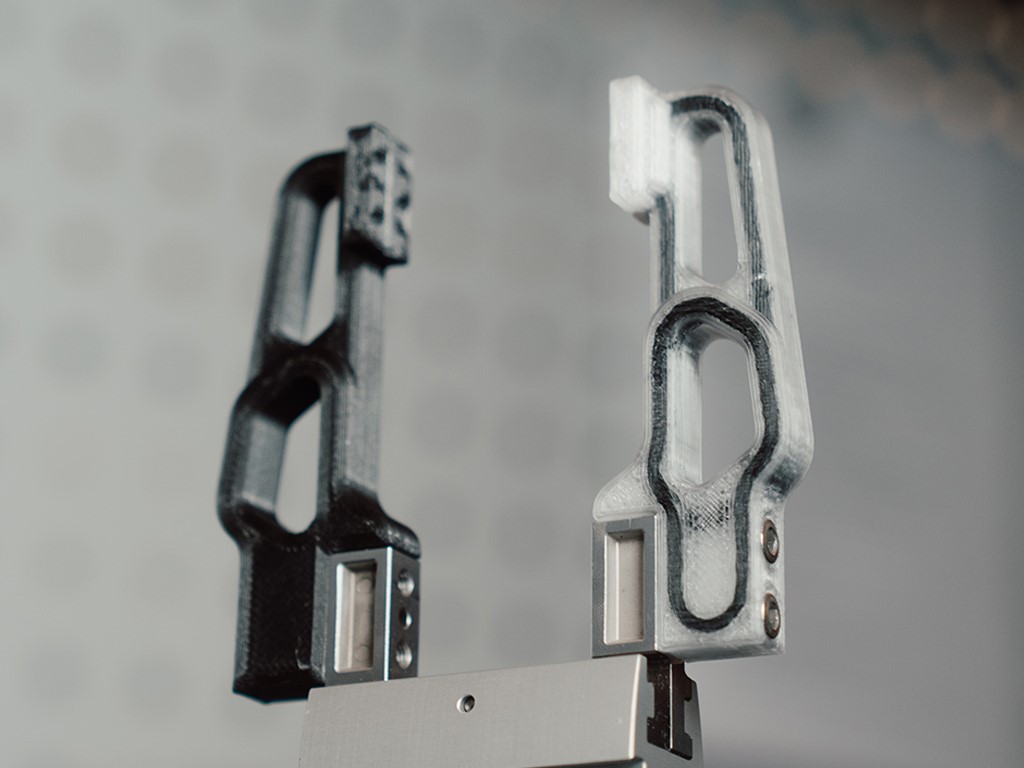
Het nabewerken van 3D geprinte werkstukken vergt tot nog toe nogal wat handmatige handelingen. Vooral omdat na het 3D printen de werkstukken al een behoorlijke toegevoegde waarde hebben, zijn de financiële risico’s bij een fout groot. Industriële bedrijven die additive manufacturing toepassen, zoeken naar een oplossing hiervoor. De Hittech Group heeft dit probleem gesignaleerd en van daaruit de aanzet gegeven voor het uiteindelijke 3D & FPP project. “Post processing haalt veel voordelen van 3D printen onderuit omdat het erg arbeidsintensief is”, zegt Mariëlle van Dijk, programmacoördinator bij het RDM Centre of Expertise van Hogeschool Rotterdam. Het CAD-model van het werkstuk is weliswaar bekend, maar tijdens het 3D printen kan het werkstuk anders gepositioneerd worden en er kunnen afwijkingen ontstaan. “Als je het product van de bouwplaat afhaalt, verlies je de oriëntatie en positie en moet je opnieuw gaan meten”, schetst Jurjen Lengkeek de problematiek.
Scannen van 3D geprint werkstuk
De oplossing die de projectpartners hebben ontwikkeld, gaat een behoorlijke stap in de goede richting. Zodra het werkstuk is geprint, wordt het in de klem gescand. “We weten dan hoe het werkstuk is georiënteerd”, zo legde Jurjen Lengkeek tijdens de demonstratie uit. Tevens worden deze data gebruikt om te zien of er voldoende overmaat is om te frezen. Daarmee voorkomt men dat stukken die toch al buiten de specs vallen nog verder nabewerkt worden. In het project is hoogwaardige 3D scantechnologie gebruikt van Argon. “Maar ook met standaard 3D scanners kun je goede resultaten bereiken.”




Algoritme berekent aanpassing NC-programma
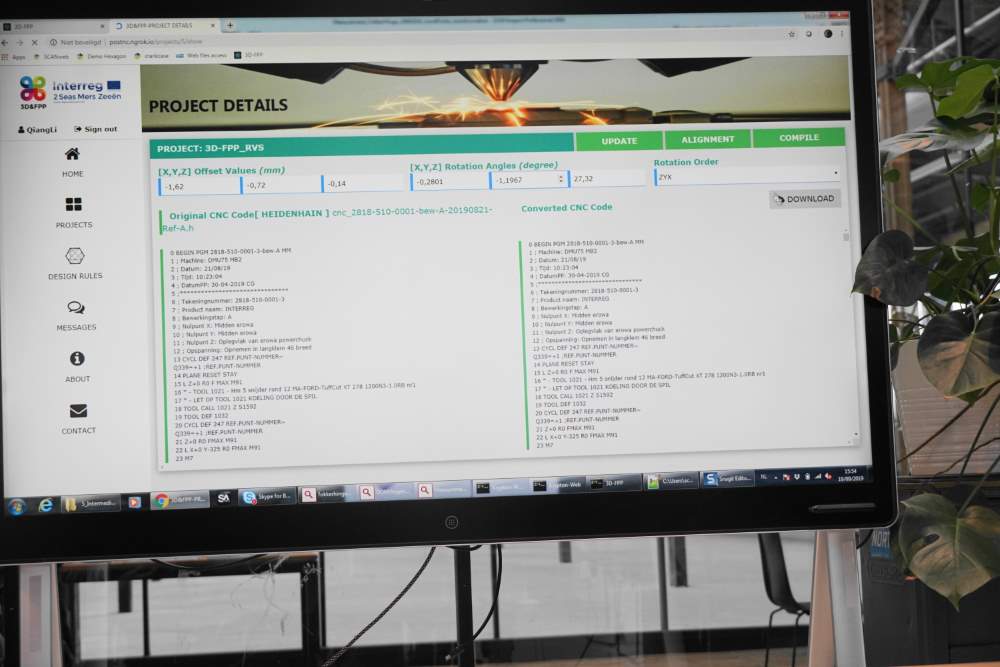
De volgende stap is eigenlijk de meest baanbrekende in dit project. De projectpartners hebben een softwaretool ontwikkeld die in de cloud van de Universiteit van Exeter in het Verenigd Konikrijk draait. Algoritmes berekenen in deze compiler de transformatie matrix door de scandata te vergelijken met het oorspronkelijke CAD-model. Over welke as en onder welke hoek staat het werkstuk anders ten opzichte van de uitgangspositie? “Als we dat weten gaan we terug naar de NC-file en passen deze qua oriëntatie aan op basis van de transformatiematrix. Dan weet de machine hoe het onderdeel gepositioneerd is.” De compiler past de oorspronkelijke NC-code voor de CNC-freesmachine hiervoor aan, waarna de nieuwe NC-code kan worden gedownload. Dit aanpassen gebeurt quasi onmiddellijk. Omdat de oorspronkelijke code wordt aangepast voor de positie, is de softwaretool universeel inzetbaar, ook voor oudere CNC-machines.
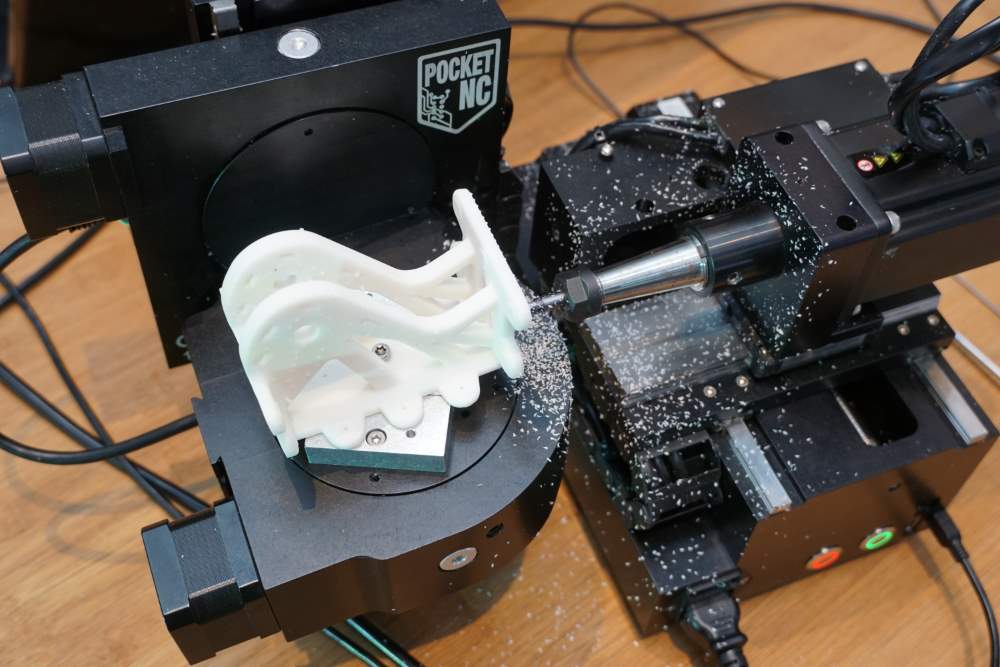
Links de compiler met de oude en nieuwe NC-code; rechts de Pocket NC geladen met de nieuwe NC-code.
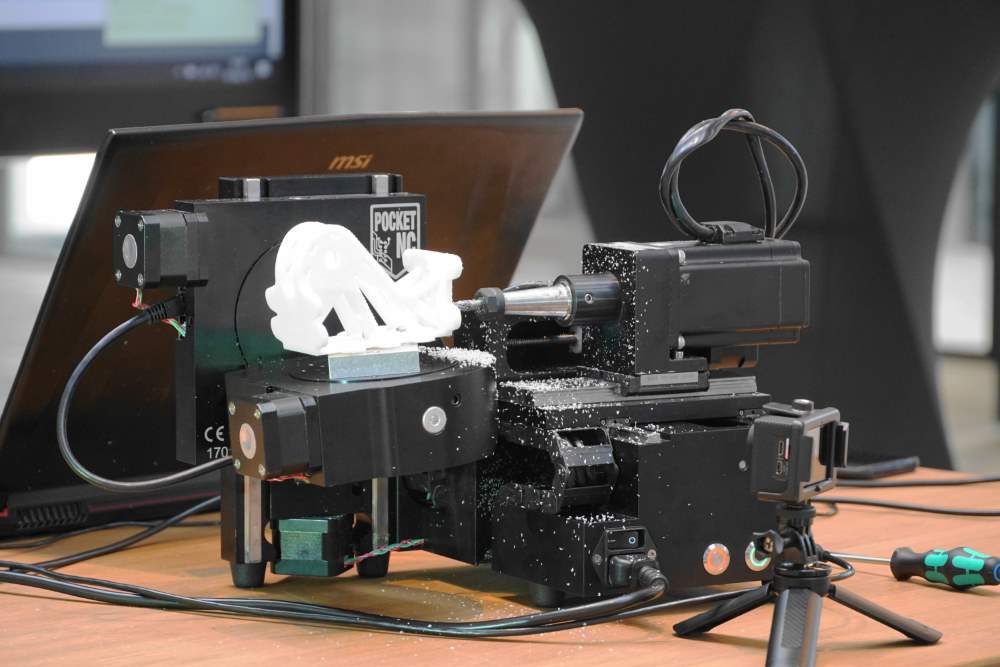
Vier demonstratoren getest
In het project is de software getest op vier verschillende producten, waaronder een onderdeel voor de halfgeleiderindustrie dat spiegelglans afgewerkt moet worden. Het proces is robuust en herhaalbaar. Ook programma’s voor 5-assige machines kunnen met de software worden aangepast. In de demonstratie op een Pocket NC werd bewust een werkstuk gebruikt dat onder een hoek van 45 graden stond gepositioneerd. De converteersoftware paste het NC-programma daarvoor precies aan. Voor de validatie worden de werkstukken bij Hittech, een van de projectpartners , nabewerkt op een DMU75 mono-block 5-asser van DMG Mori. Een thema waar men komende maanden nog verder naar gaat kijken, de opspanning in een klem. Eén oplossing voor alle werkstukken bestaat niet, hebben de projectpartners ontdekt. Tot nog toe wordt vaak een zachte klem mee geprint. Dit onderdeel van het project wordt samen met de University of Exeter nog onderzocht. Twee studenten van RDM Centre of Expertise onderzoeken hoe de compiler verder naar de markt gebracht kan worden.
Na de validatie verwacht men dat de oplossing eind dit jaar op een TRL niveau 7 staat. Daarna is het aan een commerciële partij om er een marktrijp product van te maken. De projectpartners zijn 3T Additive Manufacturing, TNO, Argon, University of Exeter, Hittech Group, RDM Makerspace, RDM Centre of Expertise van Hogeschool Rotterdam.