


- Tenderworks gebruikt als eerste in Nederland de Metal X 3D printer van Markforged
- Door onderdelen te 3D printen, wordt de doorlooptijd sterk gereduceerd
- Dankzij de keramische laag kan support makkelijk worden weggebroken
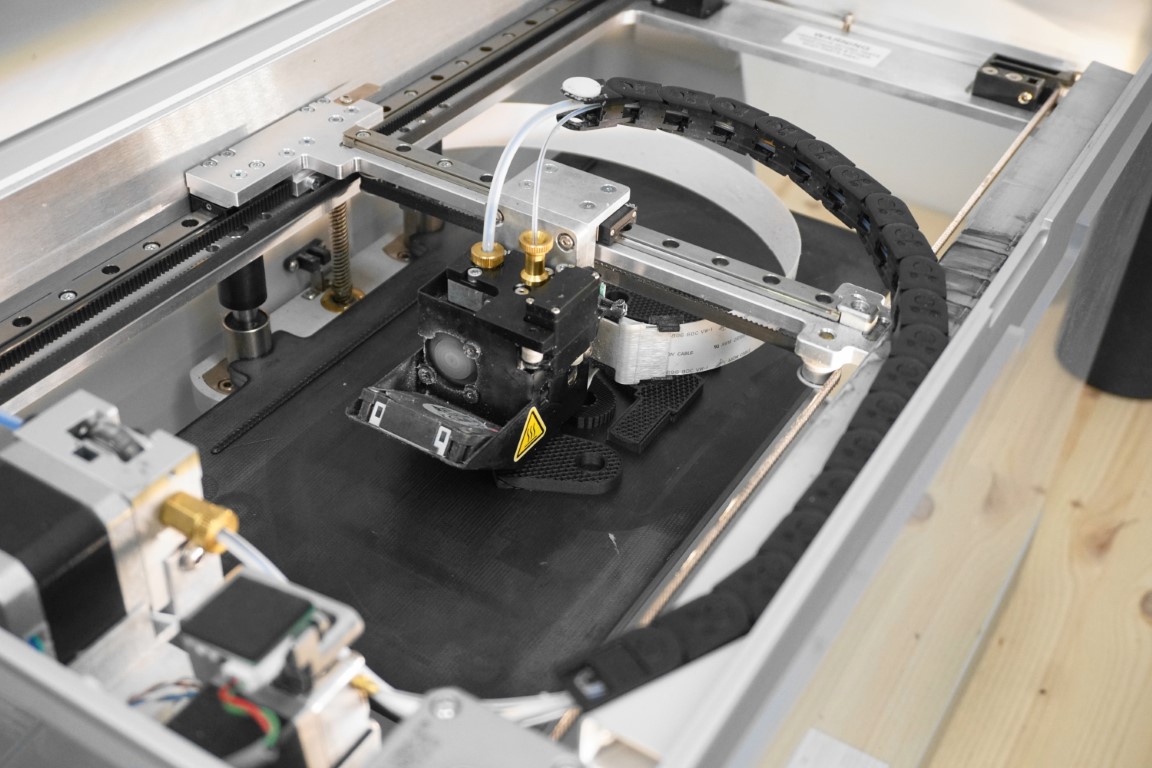
- Er worden ook eindonderdelen van koolstofvezel versterkte kunststof geprint op de Mark Two
Tenderworks bestelde de Markforged Metal X 3D metaalprinter lang voordat de leveringen in Europa startten. De tenderbouwer moest even geduld hebben, maar ondertussen zijn de eerste 3D geprinte onderdelen, zowel metaal als kunststof, gebruikt in de exclusieve tenders die in Warmond worden gebouwd. Markforged test momenteel in de VS een 316 legering die beter opgewassen is tegen het zoute zeewater. Zodra deze wordt vrijgegeven, verwacht Tenderworks veel meer onderdelen te gaan 3D printen, want design en doorlooptijd zijn belangrijk in deze sector.
Nederland staat hoog aangeschreven als het om jachtbouw gaat. Vooral om de bouw van superjachten; exclusieve boten van 100 meter en langer. Feadships, het merk waaronder de werven Koninklijke De Vries en Van Lent gezamenlijk opereren, heeft dezelfde status bij jachteigenaren als exclusieve automerken zoals Rolls Royce bij autoliefhebbers. Deze jachten zijn inmiddels zo groot dat ze havens zoals die van Saint Tropez niet meer binnen kunnen varen. “Daarvoor bouwen wij dan overzetboten, passend bij het moederschip”, zegt Martin Loo van Tenderworks. Dat zijn tenders in het maritieme jargon. Snelle, luxe boten, tussen de 7 en 14 meter lang, die veelal via de zijkant in het ruim van het superjacht worden geladen. De bouw hiervan neemt al gauw één tot anderhalf jaar in beslag. “De architect tekent de tender die past bij het moederschip. Aan de hand van die renderings moeten wij ontwerpen om te bouwen. Dat proces loopt eigenlijk parallel met de bouw want we moeten voortdurend overleggen met architecten en eigenaren en zaken aanpassen. “Ondanks een ‘one of a kind’ design zijn eigenschappen als luxe, gebruiksvriendelijkheid en snelheid typerend voor elke tender die de productiehal in Warmond verlaat,” zegt Harrie van Liere, engineer. aanpassen.”
We kunnen nu heel snel onderdelen testen of ze goed passen, voordat we ze eventueel uitbesteden.

In een Rolls Royce naar de wal
Tenderworks bouwt de overzetboten van koolstofvezel. Het frezen van de mallen gebeurt extern bij hierin gespecialiseerde CNC-bedrijven. Elke romp bestaat uit twee lagen koolstof met daartussen een foam kern. Daarna begint de afwerking. Naast luxe komen dan technische snufjes om de hoek kijken om de functionaliteit en design te combineren. Martin Loo: “De eigenaren willen in een Rolls Royce naar de haven en terug naar het moederschip gaan.” In het werk van Tenderworks zitten alle aspecten die het gebruik van 3D printen rechtvaardigen: het gaat om unieke producten; design speelt een cruciale rol en hoewel de doorlooptijd van de bouw van een tender anderhalf jaar bedraagt, is de druk soms groot. De bouw start immers dikwijls pas als de bouw van het moederschip ver gevorderd is. Tenderworks verwerkt de nodige RVS componenten, die het extern laat maken. “Als een onderdeel dan in de praktijk net niet past, moeten we herontwerpen en het onderdeel opnieuw laten maken”, schetst Harrie van Liere de gang van zaken. Hierin schuilt de directe aanleiding om met AMR Europe te gaan praten over de Metal X 3D metaalprinter van Markforged. Door prototypes te printen, kunnen sneller iteraties worden gedaan voordat een onderdeel uitbesteed wordt bij een toeleverancier. Op aanraden van de Markforged dealer AMR Europe heeft Tenderworks daarom ook de Mark Two gekocht, de 3D printer voor vezelversterkte kunststoffen en composiet. Deze draait ondertussen bijna dag en nacht. Harrie van Liere: “We kunnen nu heel snel onderdelen testen of ze goed passen, voordat we ze eventueel uitbesteden. Maar we printen ook functionele onderdelen die door het toevoegen van koolstofvezel voldoende sterkte hebben.”

Links na het 3D printen, rechts afgewerkt. 
In de sinteroven. 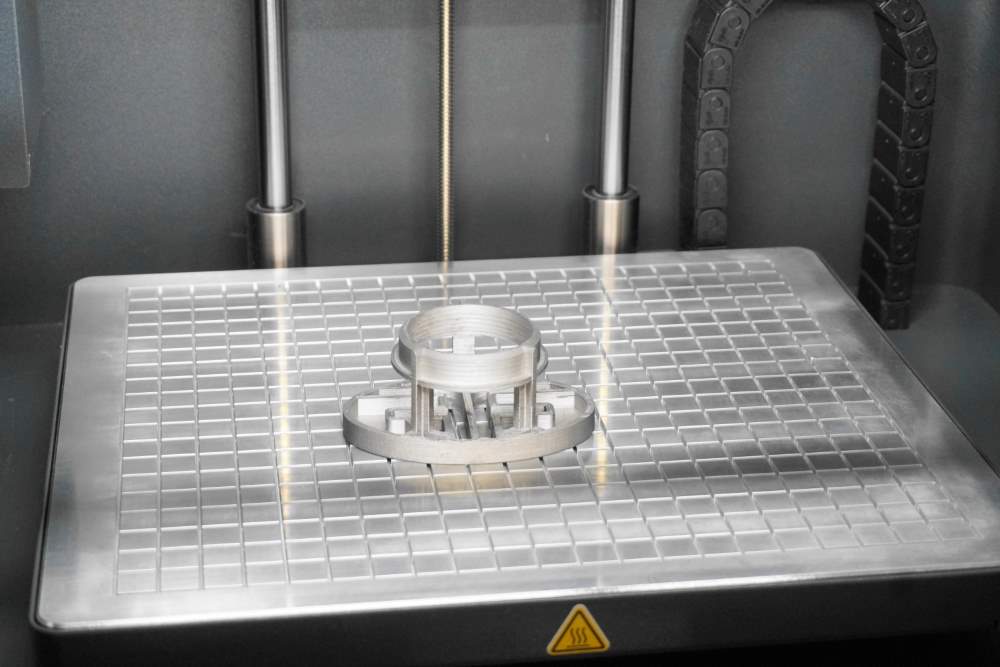





Functionele onderdelen 3D printen op de Metal X
Hij toont een voorbeeld van een lifting point cover, een afdekplaat voor het gat in het dek waardoor de touwen gaan om de boot op te takelen naar het moederschip. “Uiteindelijk maken we deze van RVS, maar om te testen is kostbaar en kost veel tijd. Nu printen we het design, testen het en kunnen meteen een aanpassing doen als dat nodig is.” Een voorbeeld van een functioneel onderdeel dat aan boord wordt ingebouwd is een gedraaide raamhoek voor een tender. “Deze zijn vanuit design oogpunt moeilijk te frezen. 3D printen gaat heel goed.” Een ander onderdeel dat inmiddels op de Metal X 3D printer is geprint, is een drain cover. Het afdekplaatje waardoor zeewater van dek wegstroomt. Tenderworks heeft er twee nodig aan boord van de Sierra fox, een tender gebouwd voor het moeder schip Flying Fox. 3D printen blijkt in dit geval goedkoper te zijn dan CNC frezen, mede omdat men het onderdeel in één geheel print. Harrie van Liere: “Bij frezen moeten we afstandsbussen en schroefverbindingen gebruiken, omdat je het onderdeel niet uit een blok kunt frezen.” Daarnaast heeft men het logo van Flying Fox in de cover verwerkt, iets dat met 3D printen eenvoudig gaat. “Doorlooptijd speelt ook een rol mee”, vult Martin Loo aan. “Als we dit moeten uitbesteden, zijn we zo een maand verder. Nu hebben we het onderdeel binnen een week beschikbaar.” Tenderworks heeft voor intern gebruik een rekenmodel gebouwd, waarmee de engineers snel inzicht krijgen in de kostprijs van een onderdeel. Daarmee kan men ook vanuit kostenoogpunt een goede afweging maken tussen CNC frezen en 3D printen.
Polijsten van geprinte onderdelen
Metalen zichtdelen moeten hoogwaardig worden afgewerkt. Daarom laat Tenderworks deze polijsten. Mits ze met voldoende wanddikte worden geprint, is dat geen enkel probleem, is de ervaring. Harrie van Liere: “De minimale wanddikte om mee te printen is 3 lagen, een halve millimeter. Dat blijkt te dun voor polijsten, dan zie je al gauw de rasterstructuur. Printen we met een wanddikte van 3,0 mm, dan kunnen de onderdelen goed gepolijst worden.” Omdat dit polijsten handmatig gebeurt, hoeft men geen rekening te houden met de opspanning. “Wel moeten we in het design rekening houden met de supportstructuur. Dankzij de keramische release layer kun je de supports eenvoudig wegbreken, maar je moet er wel nog bij kunnen.” Daarnaast moet rekening worden gehouden met de krimp tijdens het sinteren; de software past het ontwerp hier automatisch voor aan. De Markforged Metal X print met een filament, waarin een hoog aandeel metaalpoeder is gemixt samen met polymeren. Deze wax wordt na het printen uitgewassen, een stap die minimaal 12 uur duurt afhankelijk van het volume van het onderdeel. Daarna volgt het sinteren, dat nog eens 12 uur duurt waarna de oven met daarin de onderdelen nog 12 uur afkoelt. “Het sinteren is wel een kritisch proces”, zegt Harrie van Liere. Het is niet moeilijk want de software berekent de juiste instellingen voor temperatuur en gasmengsel. “Het is een kritisch proces in de zin dat de gasmix exact moet kloppen en de oven gevoelig is voor de buitentemperatuur”, legt Harrie van Liere uit. “De ondersteuning vanuit zowel AMR Europe als Markforged is goed. Dat is wel belangrijk.”

Nieuwe materiaallegering
Als een van de eerste Europese klanten van Markforged die zijn gaan printen met de Metal X, is Tenderworks deels een testcase geweest. “We hebben het nodige mee ontwikkeld en getest”, zegt Martin Loo. Voor de engineers is het vooral een kwestie van anders denken in het ontwerpproces. Harrie van Liere: “De machine is niet moeilijk te bedienen. Het designproces is wel heel anders.” Hij merkt dat er tegenwoordig sneller design-iteraties worden gemaakt, met name omdat men de onderdelen direct kan printen op de Mark Two. Hierdoor worden de uiteindelijke producten beter. “Als je terug naar een externe leverancier moet, pas je minder snel een ontwerp aan. Als je zelf kunt printen wel.” Men wacht nu op de vrijgave van de nieuwe 316 legering, waarmee al de draincover is geprint. Zodra dit filament wordt vrijgegeven, zullen veel meer onderdelen geprint gaan worden, verwacht Martin Loo. Hij ziet nog veel onbenutte kansen. Bijvoorbeeld complexe scharnieren 3D printen, zodat designs weer anders kunnen worden. Of logo’s in onderdelen verwerken. “De machines werken goed, dat was de eerste fase. Nu gaan we de andere mogelijkheden ontdekken.”
De Markforged 3D printers zijn geleverd door AMR Europe



